

The ローラーグループベルトコンベアのコアコンポーネントであり、コンベアベルトをサポートし、走行抵抗を減らす責任があります。そのアセンブリの品質は、コンベアの安定性、サービス寿命、および動作ノイズに直接影響します。以下の詳細4つの次元からのローラーグループアセンブリの重要なポイント:標準化された効率的なアセンブリプロセスを確保するための、事前アセンブリ準備、コアアセンブリプロセス。
1.事前アセンブリの準備:基礎を敷設し、リスクを避けます
アセンブリ前に、3つのコアタスク(「材料検査、ツールの準備、環境の清掃」)は、予備的な脱落によって引き起こされるリワークや質の高い危険を避けるために完了することができません。
1.1材料のカウントと品質検査
●ローラーグループのコアコンポーネントを1つずつ確認します。ローラー(ローラーボディ、ベアリングハウジング、ベアリング、オイルシールを含む)、ブラケット、シャフト、ファスナー(ボルト、ナット、ワッシャー)など。
●重要なコンポーネントの品質スクリーニング:
◆ローラーボディ:表面に隆起、変形、または錆はありません。均一な壁の厚さ(キャリパー付きのスポット検査が利用可能です);両端のベアリングハウジングはしっかりと溶接されています(誤った溶接や亀裂はありません)。
◆ベアリング:詰まりや異常なノイズのない柔軟な回転。無傷のシールカバー(ほこりや油が入るのを防ぐため);モデルは図面に一致します(例:深い溝のボールベアリング6204、6205)。
◆ブラケット:材料は要件を満たしています(主にQ235スチール)。溶接ジョイントにバリや変形はありません。取り付け穴の正確な位置(穴の直径はボルトと一致し、エラー≤0.5mm)。
1.2ツールと補助材料の準備
●必須ツール:トルクレンチ(ボルト締め付けトルクが基準を満たすために重要)、調整可能なレンチ、六角ソケットレンチ、キャリパー(寸法の測定用)、フィーラーゲージ(ギャップの測定用)、ラバーハンマー(ハードノックからのコンポーネントへの損傷を避けるため)、インストールツール(beareve ind e.g.、direct sen sen sen sen sen sen seed seed seed seed seed seed seed seed seed in the)
●補助材料:グリース(潤滑に使用されるリチウムベースのグリースNo. 2などのベアリングを一致させる)、Rust阻害剤(アセンブリ後のブラケットの溶接接合部に噴霧)、クリーニングクロス(油の染みと成分の拭き取り用)。
1.3アセンブリ環境要件
●サイトは平らで乾燥している必要があり、湿気の多い環境(コンポーネントの錆びを防ぐため)とほこりっぽい環境(不純物がベアリングに入るのを防ぐため)を避けてください。
●地面との直接接触によって引き起こされるローラーボディの傷を防ぐために、保護パッド(例:ゴムパッド、木製ボード)を敷設します。
2。コアアセンブリプロセス:順番に動作し、精度を確保する
のアセンブリローラーグループ「最初にローラーユニットを組み立てる→[ブラケット]→[最後に修正して検証する]のシーケンスに従う必要があります。コンポーネントの不整合を避けるために、精度を各ステップで制御する必要があります。
ステップ1:ローラーユニットアセンブリ(コアのコア)
ローラーユニットは、ローラーボディ、ベアリング、シャフト、オイルシールで構成されるローラーグループの「実行ユニット」です。アセンブリ中に、「柔軟なベアリングと信頼できるシーリング」の確保に焦点を当てます。
1.1ベアリングとベアリングハウジングのアセンブリ
まず、ベアリングハウジングの内壁に少量のグリースを塗ります(内壁を覆う薄い層で十分です。
●プレスを使用して、ベアリングをベアリングハウジングにスムーズに押します(フォースアプリケーションポイントはベアリングの外側のリングにあります。内側のリングを押すことは禁止されています)。ベアリングとベアリングハウジングの間にギャップがないことを確認してください(GAP≤0.05mmで、触覚ゲージを使用した検査が利用可能です)。
●オイルシールを取り付けます:オイルシール(主にダブルリップオイルシール)をベアリングハウジングの溝に埋め込みます。オイルシールが、逸脱せずにベアリングアウターリングにしっかりと取り付けられていることを確認します(操作中にグリース漏れや粉塵の侵入を防ぎます)。
1.2シャフトとローラーボディのアセンブリ
●ローラーボディの一方の端にあるベアリングの内側のリングを通ってシャフト(滑らかな表面とバリなし)を渡し、もう一方の端のベアリング内リングにそっと押します。シャフトがベアリングの内側のリングに完全に取り付けられていることを確認してください(ゆるみなし)。
●ローラーボディの回転テスト:ローラーボディを手で回転させます。ジャミングや異常なノイズなしで柔軟に回転する必要があり、回転慣性は均一である必要があります(「st音」はありません)。妨害がある場合は、分解して、ベアリングが逆に取り付けられているかどうか、または不純物があるかどうかを確認します。
ステップ2:ローラーユニットとブラケットのアセンブリ
ブラケットは、ローラーグループの「サポートフレーム」です。コンベアベルトの逸脱を避けるために、ブラケット上のローラーユニットの正確な位置を確保する必要があります。
2.1ローラーユニットの配置
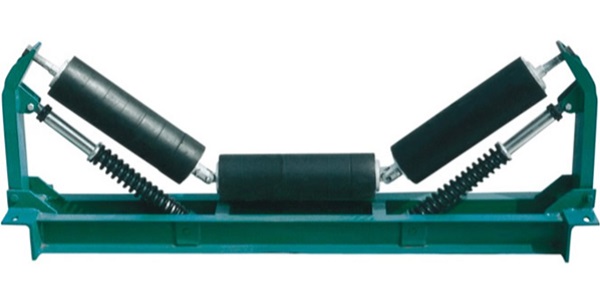
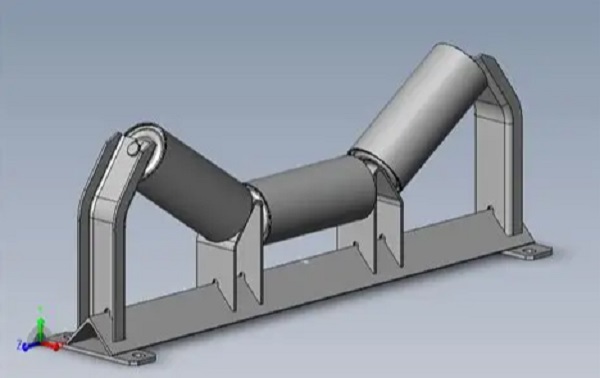
●図面の要件によれば、組み立てられたローラーユニットを配置します(単一のローラーグループには通常2〜5ローラーユニットが含まれています。たとえば、「パラレルローラーグループ」には3つのユニットが含まれ、「トラフローラーグループ」にはブラケットの取り付けグラブに入れられます。
●トラフローラーグループに特別な注意を払う必要があります。サイドローラーと中央ローラーの間の角度(通常は30°、35°、45°、図面要件に応じて45°)を角度定規で測定する必要があります。
2.2ボルト固定
●ボルトをブラケットの取り付け穴とローラーユニットのベアリングハウジングホールに通し、ワッシャー(ゆるみを防ぐためにフラットワッシャー +スプリングワッシャー)に置き、最初に手でナットを締めます。
●トルクレンチを使用して、図面で指定されたトルクに応じてボルトを締めます(たとえば、M10ボルトのトルクは通常25〜30n・m、M8ボルトのトルクは15-20N・m)。過度のトルク(ボルトの破損を引き起こす可能性があります)またはトルクが不十分(操作中に緩みを引き起こす可能性があります)が禁止されています。
●締め付けシーケンス:対称的に締めます(たとえば、ブラケットの変形を避けるために、4つのボルトを「対角線シーケンス」で締めます)。
ステップ3:全体的な検証と調整
組み立て後、全体的な検査を実施して、タイムリーに逸脱を修正します。
●レベルを使用して、ブラケットの底面を検出します。ブラケットが水平(水平偏差≤0.5mm/m)であることを確認します。傾斜している場合は、ガスケットを調整します(ブラケットの下部にガスケットを配置します。ブラケットの強制曲げは禁止されています)。
●ローラーユニットの並列性を確認します:トラフのサイドローラーローラーグループ中央ローラーの両側に対称的に分布する必要があり、平行誤差≤0.3mm/mを使用して(ローププルの検出方法:ローラーの両端に直線を引いて、ローラーと直線の距離の差を測定します)。
●すべてのローラーを再度回転させる:すべてのローラーが「個別のジャミング」なしで柔軟に回転することを確認します。ジャミングがある場合は、ベアリングまたはシャフトのアセンブリを分解して確認してください。











